2.1 长输管道(GA1)
2.1.1人员
(1)质量保证工程师,具有高级工程师职称和GA类压力管道安装技术管理工作的经历;
(2)配备工艺、材料、焊接、检验、无损检测、管道防腐蚀补口、理化检验、设备管理(包括检验与试验装置,下同)、清管扫线等过程的质量控制系统责任人员,其中无损检测质量控制系统责任人员应当具有射线检测或者超声检测Ⅲ级资格;
(3)配备有管道安装工程、机械、焊接、金属材料等专业的技术人员不少于50人,其中具有工程师以上职称的人员不少于30人(高级工程师职称的人员不少于10人);
(4)配备与各项工序检验相适应的检验人员,其中具有助理工程师职称的人员不少于10人;
(5)GA1 级压力管道施工的焊工,应当具有GA2级压力管道施工工作经历,每2年至少进行1次培训且成绩合格。各类人员的具体数量见表1。
2.1.2工作场所
具有设备、材料仓库,焊材库及焊接试验场地,面积不小于2000㎡。
2.1.3设备设施
设备设施要求见表2。
2.2 长输管道(GA2)
2.2.1人员
(1)质量保证工程师具有工程师职称和 GA 类压力管道安装技术管理工作的经历;
(2)配备工艺、材料、焊接、检验、无损检测、管道防腐补口、理化检验、设备管理、清管扫线等过程的质量控制系统责任人员;其中无损检测质量控制系统责任人员应当具有射线检测或者超声检测Ⅲ级资格;或者具有射线检测或者超声检测Ⅱ级资格,并且具有4年以上无损检测工作经历;
(3)具有管道安装、焊接、机械、金属材料等专业的技术人员不少于20人,其中具有工程师职称的人员不少于5人;
(4)配备与各项工序检验相适应的检验人员,其中具有助理工程师职称的人员不少于3人。
各类人员的具体数量见表1。
2.2.2工作场所
具有设备、材料仓库,焊材库及焊接试验场地,面积不小于500㎡。
2.2.3设备设施
设备设施要求见表2。
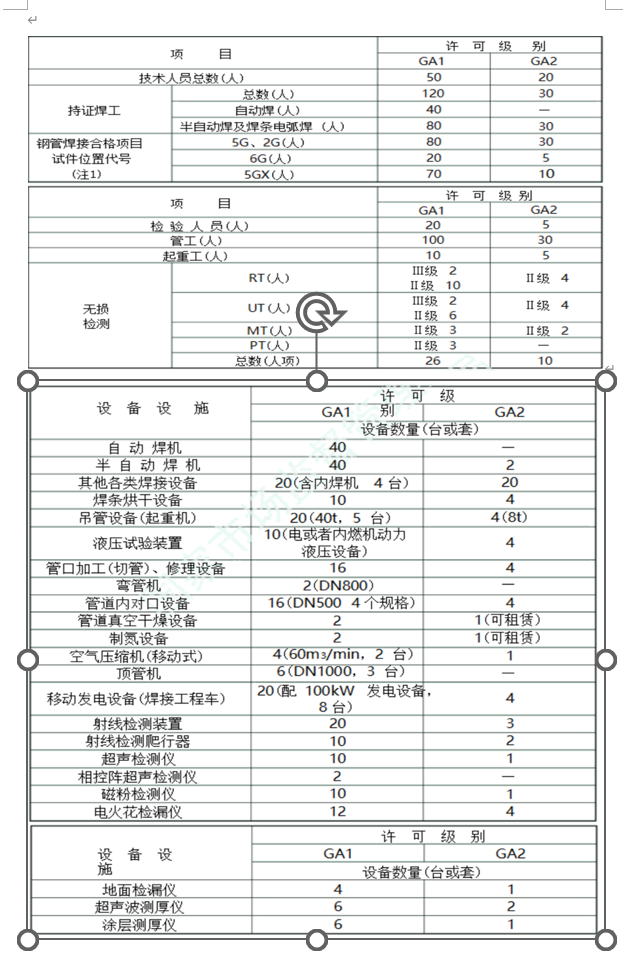
表 1 长输管道安装单位人员数量
注1:钢管焊接合格项目的试件位置代号按照《特种设备焊接操作人员考核细则》。
表2 长输管道安装单位设备设施要求
注2:从事长输管道(GA1)改造、重大修理的压力管道安装单位,其人员、生产场地、安装设备及检验与试验装置除需要满足长输管道 (GA2)安装单位相应要求外,还应当具有以下条件:
(1)从事带压密封或带压封堵的操作人员不少于40人;
(2)开孔机(其中6台可以开公称直径DN800、公称压力10MPa以上的管道)、封堵器、液压站至少各20台;
(3)夹板阀(三明治阀)、封堵头以及开孔、封堵接合器至少各40台;
(4)开孔、封堵试验装置以及试压设备、抽油泵至少各4台;
(5)呼吸器、防火服至少各4套;
(6)不停输专用封堵三通不同规格至少各2套。
注3:从事长输管道(GA2)改造、重大修理的压力管道安装单位,其人员、生产场地、安装设备及检验与试验装置除需满足长输管道 (GA2)安装单位相应要求外,还应当具有以下条件:
(1)从事带压密封或带压封堵的操作人员不少于20人;
(2)开孔机(其中3台可以开公称直径DN500、公称压力6.3MPa 以上的管道)、封堵器、液压站至少各10台;
(3)夹板阀(三明治阀)、封堵头以及开孔、封堵接合器至少各20台;
(4)开孔、封堵试验装置以及试压设备、抽油泵至少各2台;
(5)呼吸器、防火服至少各2套;
(6)不停输专用封堵三通不同规格至少各2套。
★成都智汇源认证电话:136-0808-9100★认证范围★四川CMA认证★四川ISO17025认证★四川CNAS认证★四川API认证★美国石油学会API认证★四川特种设备生产许可证★四川军标认证★四川GJB9001认证★四川保密认证★四川CCC认证★四川CCCF认证★四川CCS认证★四川CRCC认证★四川AS9100认证★四川16949认证★
|